
A tervező neve
Kategória
A gép funkciója
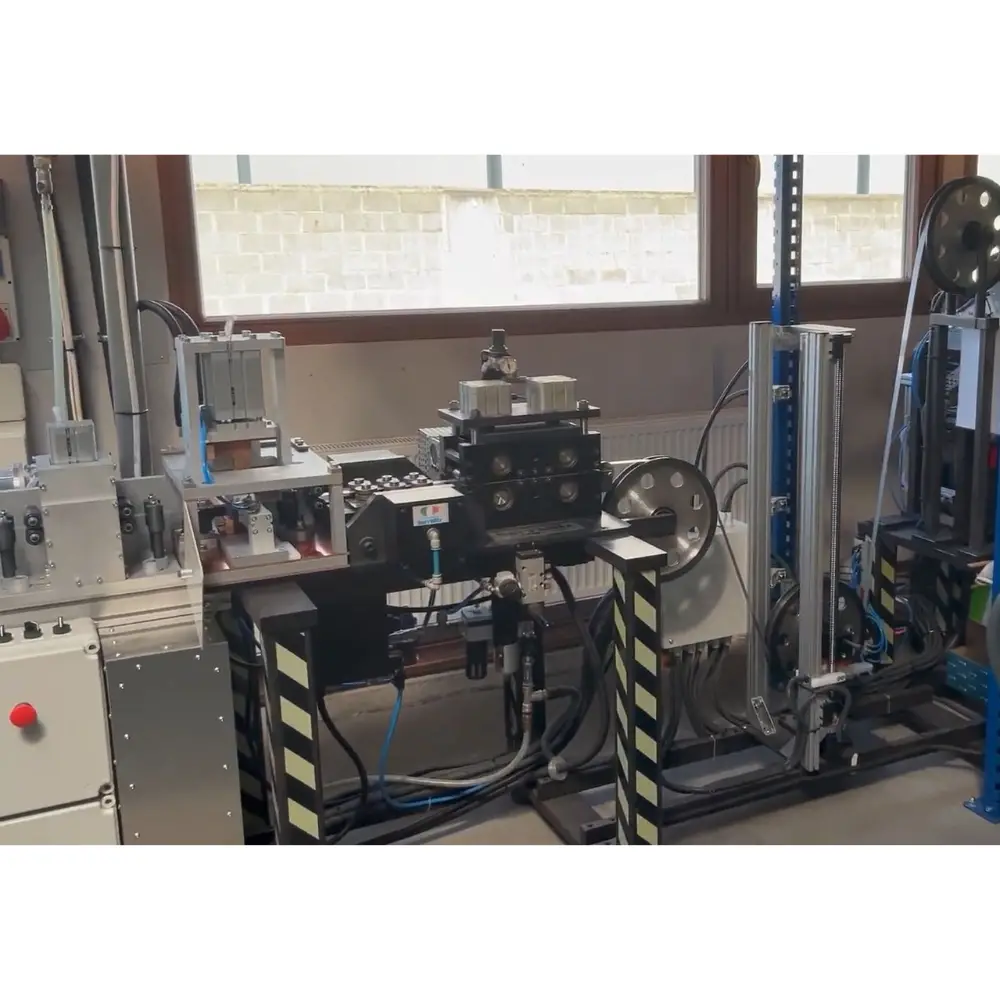
A szerelőszalag kazettázó berendezés a megrendelő által beszerzett nagy átmérőjű (szalagvastagság 0,5-1 mm, szalagszélesség 10-19 mm) rozsdamentes acélszalag tekercsek 30, 50 méteres kazettás kiszerelését végzi félautomata üzemmódban. A berendezés programvezérlését egy Siemens PLC látja el. A szerelőszag kazetta kezelő általi felhelyezését követően a berendezés csévélőtengelye, induktív szenzoros figyeléssel befűzési pozícióba áll. A csévélőtengely egy több funkciós, több rétegű csőtengely kialakítású egység. A csévélőtengely a csévélő agyként is funkcionáló belső kúpos, kifelé nyitó szorítópatron részét a működtető pneumatikával kétsoros ferdehatásvolnalú csapágy köti össze, így az álló pneumatika tengelyirányú kitolást tud végezni forgás közben, a belső működtető tolattyún keresztül, amely a belső szorítókúpot mozgatja. A csévélőtengely hajtott hüvelyét a tolattyúval tengelyirányban csúszó reteszelés köti össze így biztosítva az egyidejű tengelyirányú kitolás és forgómozgás lehetőségét. A csévélőtengely befűzési pozíciójában, a belső kúp ellapolt része és a szorító patron palástjának hasítása egy vonalba áll, ezáltal lehetővé téve a szalagvég betolását a patronon keresztül. A kezelő felhelyezi a kazetta belső csapágyazású szorítótárcsáját – a pneumatika kitolja a csévélőtengely belső feszítőkúpját, így rögzítve a szalagvéget és a szorítótárcsát az agyként funkcionáló szorítópatronra. Ezt követően a kezelő indítja a folyamatot. A berendezés 1,5 – 2 méter/sec műveleti sebességgel végzi a szalag kazettába csévélését. A szalag behúzását és az agyra csévélést szervomotorok végzik, enkóderes sebesség és hosszmérés visszacsatolással kiegészítve. A csévélési folyamat közben egy egyedileg megszerkesztett algoritmus számolja a csévélő oldali átmérőnövekedést. A berendezés vezérlése az algoritmus által számított elméleti értékeknek megfelelően, valós időben végzi a szervomotorok fordulatszám szabályozását. A számított értékekhez képest jelentkező gyakorlati eltérések miatt a puffer műveleti tartományának alsó és felső határát induktív szenzorok figyelik. Az algoritmus által számított adatok és a szabályozásba visszacsatolt enkóder és puffer pozíció adatok biztosítják a szabályozás valós idejű állapotnak megfelelő mértékű túl- és alulvezérlését. Így biztosítható a szalag nagy sebességű egyenletes, biztonságos futása anélkül, hogy lényegesen nagyobb helyet foglaló, bonyolultabb, költségesebb puffer sort kellene alkalmazni. A vezérlésben beállított szalaghossz elrésével a berendezés megáll. A csévélő agy és a puffer közötti szakaszon lévő több funkciós útmérő, leszorító, előtoló egység leszorítja a bejövő szalagvéget két görgő közé, amelynek hajtott görgőjén lévő stepper motor tartóáramon van. A kezelő kétkezes indítású vágást végez a csévélő agy és az útmérő, leszorító, előtoló egység közé beépített pneumatikus vágóval. A vágást követően a csévélő automatikusan behúzza a szalagvéget a kazettába, majd meghatározott mértékű, a csévéléssel ellentétes irányú forgást végez, hogy a kazetta levételéhez fesztelenítse a kazettában lévő szalagot. A kazetta cserét követően az útmérő, leszorító, előtoló egység, a befűzéshez megmegfelelő szalagkitolást kitolást végez – a csévélőtengely befűzési pozícióba áll – kezelő befűz – pneumatika reteszel és újraindul a folyamat. A szerelőszalag kazettázó berendezésnek részét képezi egy egyedi építésű, ehhez tervezett multipont hegesztő berendezés, amely a kifutó szalag és az új alapanyag tekercs toldását végzi. Az alapanyag tekercs lefogyásának érzékelését követően a berendezés hegesztési pozícióba mozgatja a kifutó szalagot és megjegyzi a kazettában lévő szalag mennyiségét. A kezelő felhelyezi az új alapanyag tekercset, majd ütközésig befűzi a szalagvéget. A befűző egység rázár a szalagra és hegesztési pozícióba mozgatja a bejövő szalagvéget. A hegesztő egység elvégzi a szalag végtelenítését multipont hegesztéssel. A kezelő ezt követően nyugtázza a toldás megtörténtét és a berendezés becsévéli a kazettába a még szükséges mennyiséget. Ezután kazettázási folyamat újra indítható.
Mitől más ez a gép, mint a többi hasonló ipari megoldás?
Az ilyen jellegű feladatokat megoldására hosszú, bonyolult, nagy helyigényű puffer sorokat alkalmaznak, annak érdekében, hogy a szabályozáshoz szükséges végállás visszacsatolás, nagy feldolgozási sebeség mellet megvalósítható legyen vagy megelégszenek alacsony feldolgozási sebességgel. Ebben a berendezésben egy egyedi algoritmus alkalmazásával megoldottuk a nagy feldolgozási sebességű, biztonságos működést, egyszerű puffer kialakítással és kis helyigénnyel. Emellett csökkentettük az alapanyag cserével járó úrjaindítás időigényét, a befűzési idővel és hulladékmentessé tettük a feldogozást az alapanyag végtelenítésének megoldásával.
Milyen ipari igény hívta életre a gépet, milyen problémát old meg?
A megrendelő szalagrögzítés technikai megoldásokat szállít vevőinek. Egyedi kialakítású, brandjébe illeszkedő termékcsoportjának legyártásához, termelékeny, alacsony élőmunka igényű megoldást keresett, amelyet ezzel a berendezéssel megvalósítottunk.