
Az automatizált gyártósor alkalmas olyan komplex geometriájú, látható alkatrészként is funkcionáló, több funkciót magában hordozó kompozit termék rövid ciklusidejű sorozatgyártására, amely tartalmaz folytonos szálerősítést, merevségnövelő habmagot és fém inzerteket, mindemellett, az újrafeldolgozhatóságot figyelembe véve hőre lágyuló mátrixú polimerből készül.
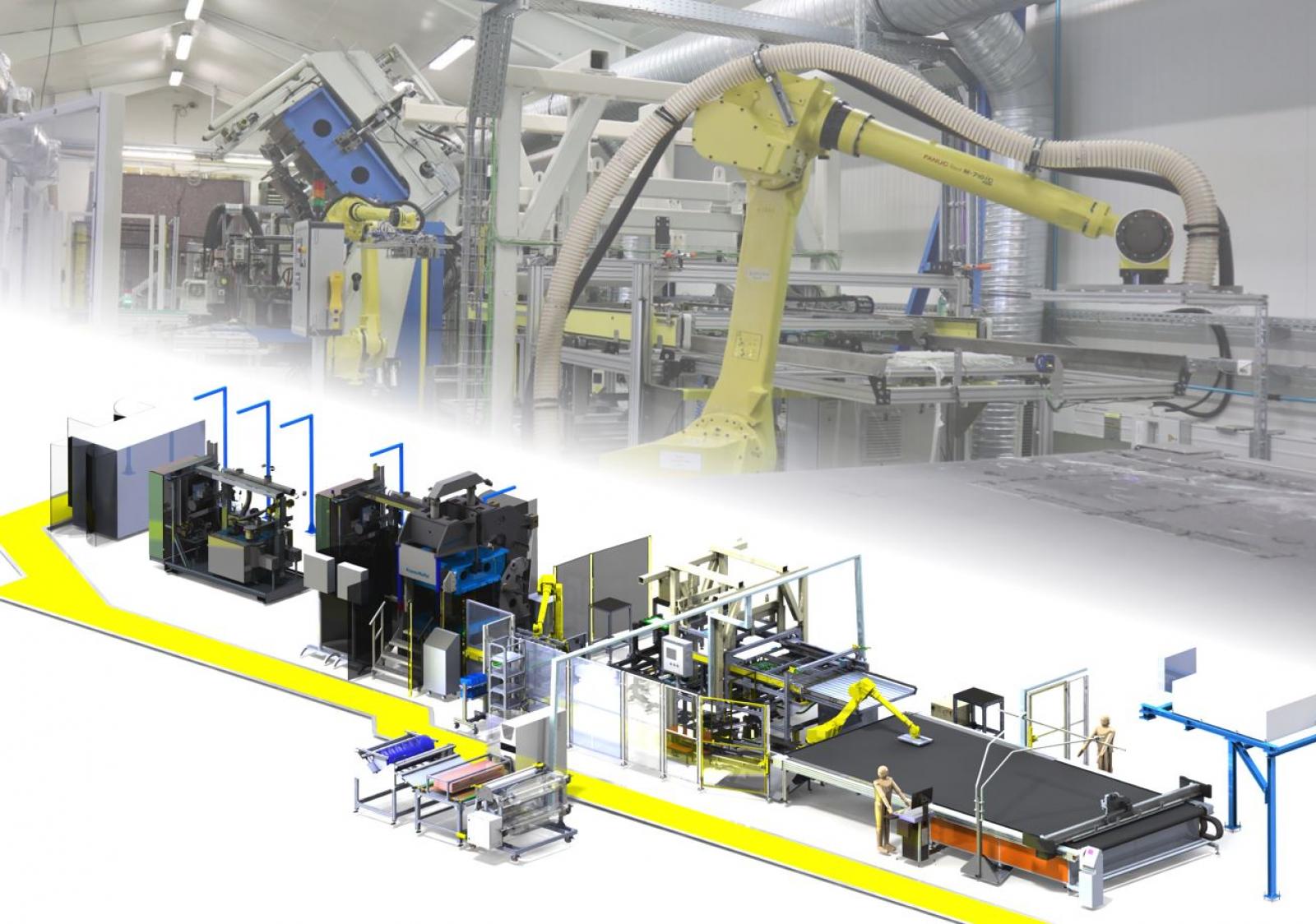
A gyártási folyamat a termék egyik alapanyagának, az erősítő szövetnek (szénszövet, üvegszövet, stb.) a feldarabolásával kezdődik. A kivágott, és leellenőrzött szövetdarabokat ezután egy robot rétegzi egymásra az alkatrész felépítésétől függően beállított recept alapján az előmelegítő behordó asztalára. A rétegeket egy tűs manipulátor felveszi, és bemozog velük az előformázó egységbe, majd átmelegítés után behelyezi azokat az előformázó présbe. Az előformázásnak köszönhetően az erősítő rétegek egymáshoz tapadnak, és a késztermékhez hasonló 3D-s formát nyernek el.
Az előformázó prés alól a forgó szerszámtartón az előformázott rétegek kimozognak, majd egy robot a rétegek közé helyezi a merevségnövelő habmagot, és a további fém betéteket. Az összeállított előformát ugyanezen robot behelyezi a szerszámhordozó présbe, miután az elkészült darabot kivette abból. A prés záródása alatt a robot a kész darabot kirakja a kihordó szalagra, majd felveszi a következő termékhez tartozó habmagokat, inzerteket az inzertadagolóból. A prés záródása után a fűtött szerszámban lévő előformára az adagoló egységekből egy keverőfejen keresztül nagy nyomással beáramlik a folyadék halmazállapotú alapanyag (kaprolaktám), és teljes mértékben átitatja az előformát alkotó erősítő anyagokat. A fűtött szerszámban ezután percek alatt lejátszódik az a kémiai reakció, amelyben a kaprolaktámból kialakul a poliamid-6 mátrix, és ezzel a késztermék.
Az Ipar 4.0 elveinek megfelelően a kompozit termék gyártásának technológiai paramétereit a kifejlesztett rendszer folyamatosan figyeli, azokat gyűjti, és a kihordó szalagon érkező darabra nyomtatott etiketten lévő egyedi azonosítóhoz rendeli. A gyűjtött, és kiértékelt technológiai paraméterek alapján előre jelezhető nem csak a kész termék minősége, hanem a gyártósor egyes elemeinek meghibásodása is.
A kompozitiparban eddig nem volt ismert olyan automata berendezés, gépsor, gyártósor, amely a pályaműben is alkalmazott gyártástechnológiát felhasználva ilyen komplex terméket gyártott volna.
Nagy ipari szereplők bemutattak már robotcellákat, gépcsoportokat, sorokat, amelyek szintén kompozit termékeket előállítására voltak hivatottak, de vagy nem automatizáltan, rövid ciklusidővel, vagy nem újrafeldolgozható alapanyagból, vagy nem ilyen komplex geometriájú, látható alkatrészként is funkcionáló, több funkciót magában hordozó (folytonos szálerősítéssel, merevségnövelő habmaggal, fém inzertekkel) kompozit termékeket gyártottak.
A gyártósorban megvalósított technológia világszintű újdonságát mutatja, hogy a járműiparban alkalmazható újszerű technológia kifejlesztése terén elért eredményeket a világ legnagyobb kompozit anyagokkal foglalkozó szervezete, a JEC Csoport innovációs díjjal értékelte kategória győztesként. A JEC INNOVATION AWARDS 2019 – AUTOMOTIVE • PROCESS díj Párizsban, a JEC Csoport által szervezett, nemzetközileg a kompozitok területén a legkiemelkedőbb szakmai seregszemlének tartott, több mint 43 ezer résztvevővel lezajlott JEC WORLD szakvásáron és konferencián került átadásra.
A polimer kompozit anyagok jelentős térnyerése figyelhető meg az élet minden területén, köszönhetően a tömegre vetített kedvező mechanikai tulajdonságaiknak és felépítésüknek. A járműiparban az elektromos közlekedés elterjedésével fokozottan nő az igény az egyes alkatrészek tömegének csökkentésére, amire megfelelő megoldást kínálnak a polimer kompozitok. A műgyanta (pl. epoxi) mátrixú kompozitok hátránya, hogy kémiai felépítésük miatt nem újrahasznosíthatók, szemben a hőre lágyuló mátrixú kompozitokkal, amelyek újra alapanyaggá alakíthatók (pl. fröccsöntéshez). Ezen kompozitok hátránya, hogy a fizikai folyamatokkal (pl. fröccsöntéssel) ömledékké alakított műanyag viszkozitása akkora, hogy nem teszi lehetővé folytonos erősítőanyag (pl. üvegszövet, szénszövet) átitatását, így csak rövidszál erősítésű kompozitok alakíthatók ki ezzel a technológiával.
Ezzel szemben a gyártósorban alkalmazott technológia alapanyaga egy kis viszkozitású monomer (kaprolaktám), amely képes a szerszámba juttatáskor a szerszámba fektetett erősítő szövetet átitatni, és a kémiai átalakulása (polimerizációja) hőre lágyuló műanyaggá (poliamid) a fűtött szerszámban csak ezután indul el. Végeredményben a szerszámba fektetett erősítő szövetet hőre lágyuló mátrix fogja körbe venni, amely rendkívül jó mechanikai tulajdonságai mellett újrahasznosítható is.
A pályaműként benyújtott automata gyártósor tervezésének és kivitelezésének célja ezen gyártástechnológia ipari automatizált megvalósítása, az egyes gyártási lépések technológiai paramétereinek tesztelése, és azok hatásainak megismerése az autóiparban elterjedt fém elemek kiváltása érdekében.